微細溝加工の高精度化・コストダウン
-
微細溝加工
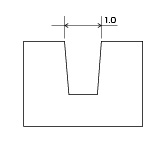
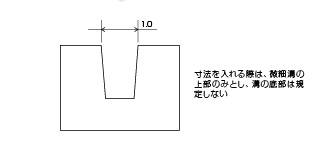
微細溝の底部の寸法精度を許容する
微細溝加工においては、刃物の磨耗が溝の加工形状に大きく影響を及ぼす為、寸法公差を必要最低限の値にするだけでコストダウンに繋がります。なお、微細溝加工を行なう際には、微細溝の深さが深い場合は測定器で測定できない(保証できない)ケースもあるので注意が必要となります[…]
-
微細溝加工
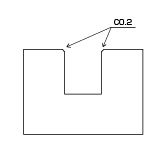
バリ取り工程削減のため微細溝上部にC面取りを施す
微細溝加工を含む微細加工品は、特に樹脂加工においてはバリ発生によるバリ取り作業が作業時間の増大と共に精度の高い製品を担保するための測定に大きな悪影響を及ぼします。設計上許容されるのであれば、微細溝の上部にC面取りを行うことを織り込んでおくことでバリ取り工程を削[…]
-
微細溝加工
溝の底部の寸法は、測定限界を考慮して公差を決定する
微細溝加工および微細穴加工においては、通常の測定器であれば底部まで測定することができないので、寸法公差は参考値までに留めるようにします。微細溝の底部の寸法をどうしても担保したい場合は、加工時間が増大することを考慮して溝加工を行なうと同時に、切削したワークの溝部[…]
-
微細溝加工
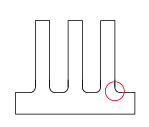
立ち壁の強度を向上させ、精度の高い微細溝加工を行なうポイント
微細溝加工の精度は、溝のみならず立ち壁をいかに精度よく作るかということも重要です。この立ち壁を精度よく切削するためには強度を高くする必要がありますが、それには微細溝の底部をフラットではなくR形状にすることが必要となります。なお、R形状とすることは立ち壁の強度を[…]
-
微細溝加工
超硬合金の微細溝加工は加工コストが安い切削加工を採用する
超硬合金の微細溝加工においては、昨今は高性能なエンドミル等の工具も開発されているため放電加工よりも切削加工の方が早く、安く加工できるようになっています。さらに、切削加工の方が寸法精度についても切削加工の方が高くでき、放電加工の際に発生する放電変質層がない為、磨[…]
-
微細溝加工
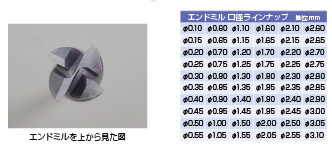
縦に切削できるエンドミル径に合わせて微細溝の幅を決定する
微細溝加工において縦方向にも切削できるエンドミルを用いて加工を行なえば、通常のエンドミルを用いるよりも加工におけるコストダウンを行うことができます。これは、通常のエンドミルでは縦方向に切削することはできず、まずドリルで加工を行なわなければならないからです。微細[…]
-
微細溝加工
治具用の穴を開けておくことで歪み工程を減らす
一般に、金属材料は切削加工等の加工を行うと、残留応力により歪みが発生するため、加工後に焼きなまし等の歪み取りを行います。特に微細溝加工では、一つの部材に多数の微細溝を掘るため、加工後に歪みが発生しやすく、歪みを取る工程が発生します。歪み取り工程には時間がかかる[…]

微細加工 技術コラム
微細加工とは