樹脂 微細加工とは?
樹脂の微細加工は当社にお任せください。
※樹脂の材質によって、精度は異なりますので、一度、ご相談ください。
微細加工ドットコムの樹脂 微細加工が選ばれる理由
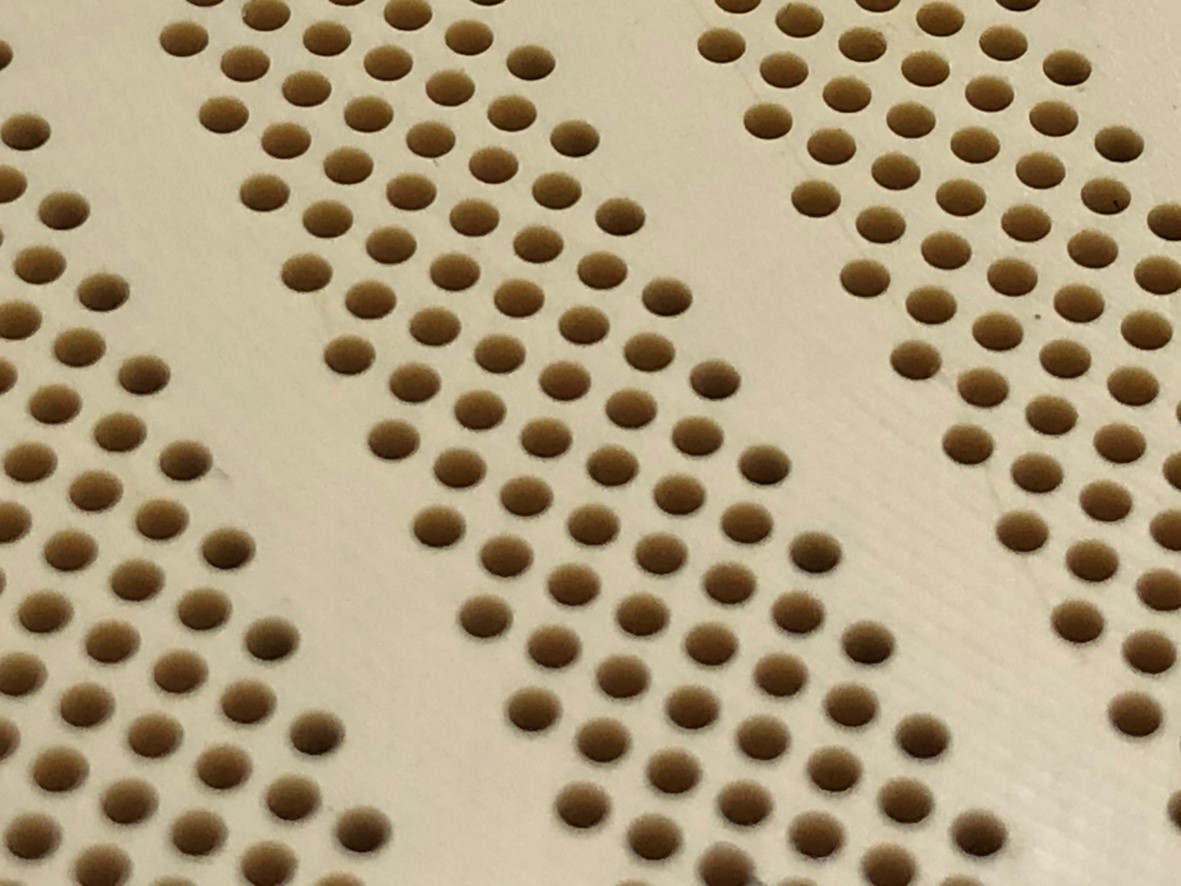
01寸法変異の大きい樹脂も高精度に加工!
樹脂は熱に弱い為、アルミやステンレスと同じ加工条件で加工を行うと、ドリルとの摩擦熱によって通常の加工条件だと溶けてしまう可能性が高いです。また、バリも大変発生しやすく、一度発生してしまうと加工後にバリ除去を行うのは非常に困難になります。そのため、当社では、ドリルの回転速度、切り込み量、ステップ、温度管理を最適化することにより、穴径±0.005の精度を実現しております。(※材質により数値は異なります。)
02微細加工に特化した環境・加工設備を保有!
高精度な微細加工を実現するには加工技術も必要とされますが、加工する設備・環境も考慮する必要があります。当社では、高精度な微細穴加工が行える碌々産業のandroidやandroidⅡを保有しております。また、外部からの振動の影響を最小限に抑えるための振動対策や室内の温度管理を徹底することで、高精度な微細加工を実現しております。
03豊富な検査設備により、微細穴精度を保証!
樹脂は熱による影響を受けやすく環境温度が変化すると膨張・収縮を起こすため、加工および検査における温度管理が非常に重要な要素となります。当社は、CNC画像測定器( QV-APEX404)、デジタルマイクロスコープ(VHX-950F)、画像測定機(MF-A1720)等の豊富な検査設備群を保有しており、23℃±0.5℃で管理される恒温室にて検査をしています。高度な微細加工技術はもちろん、これらの検査設備群を活かし、高品質を担保した安心の微細加工品をご提供します。
樹脂 微細加工 対応可能材質
-
● マシナブルセラミック
ホトベールⅡS / マセライト
-
● エンジニアリングプラスチック
スミカスーパー / トップファイン
-
● スーパーエンプラ
ポリイミド / ベスペル / PEEK
-
● ステンレス
SUS303 / SUS304 / SUS316L
-
● アルミ
A5052 / A7075
-
● チタン
純チタン(TP340) / 64チタン / βチタン
-
● 特殊鋼
インコネル / ハステロイ / コバール
-
● ガラス
石英ガラス / PXガラス
-
● その他材質
真鍮
納入業界
-
液晶・半導体
-
電子部品
-
医療
-
分析機器
加工限界
微細加工ドットコムでは、常に微細加工能力の向上に努めています。下記以外の材質への微細加工もお気軽にお問い合わせください。
| 寸法公差 | 穴加工 | 溝加工 | |||||
|---|---|---|---|---|---|---|---|
| Φ | アスペクト比 | 穴位置精度 | 幅 | アスペクト比 | |||
| ファインセラミックス | ジルコニア(ZrO2) | ±0.005~0.03 | 0.05 | ~8 | ±0.003 | ー | ー |
| マシナブルセラミック | ホトベールⅡS | 0.02 | 10~15 | ±0.002 | ー | ー | |
| マセライト | 0.05 | 10~15 | ±0.003 | ー | ー | ||
| エンジニアリングプラスチック | スミカスーパー | 0.03 | 10~15 | ±0.005 | ー | ー | |
| トップファイン | 0.03 | 10~15 | ±0.005 | ー | ー | ||
| ステンレス | SUS303 | 0.05 | 10~15 | ±0.005 | 0.1 | ご相談ください | |
| SUS304 | 0.05 | 10~15 | ±0.005 | 0.1 | ご相談ください | ||
| SUS316L | 0.05 | 10~15 | ±0.005 | 0.1 | ご相談ください | ||
| アルミ | A5052 | 0.05 | 10~15 | ±0.005 | 3 | 3 | |
| A7075 | 0.05 | 10~15 | ±0.005 | 0.1 | ご相談ください | ||
| チタン | 純チタン(TP340) | 0.05 | 10~15 | ±0.005 | 0.1 | ご相談ください | |
| 64チタン | 0.05 | 10~15 | ±0.005 | 0.1 | ご相談ください | ||
| βチタン | 0.05 | 10~15 | ±0.005 | 0.1 | ご相談ください | ||
| 真鍮 | 0.02 | 10 | ±0.005 | 0.1 | ご相談ください | ||
※上記数値は、連続加工を想定した加工限界になります。
※ 単穴の場合は、いずれの材質も穴位置精度やL/Dはそのままで、φ0.01の加工が可能です。

微細加工 技術コラム
微細加工とは